Röntgenprüfung
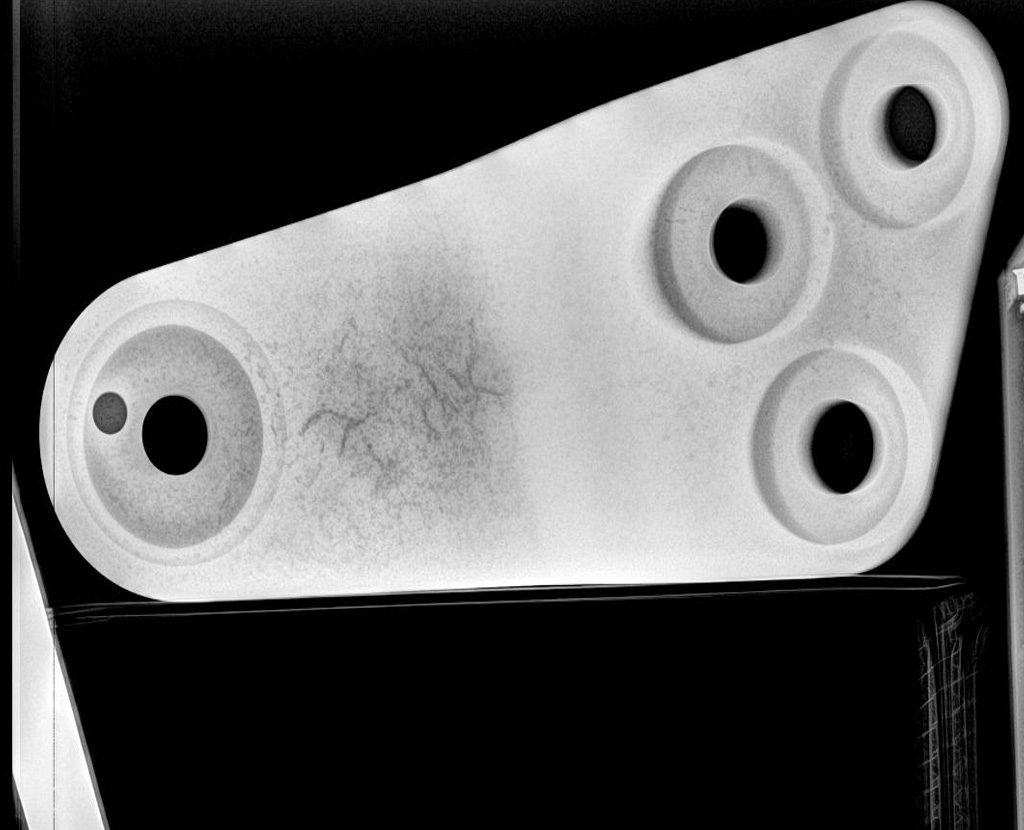
Die Röntgenprüfung ist die beste zerstörungsfreie Prüfmethode zum Erkennen innerer Defekte an Gussteilen.
Bei dieser Methode wird ein Gussteil der Strahlung einer Röntgenröhre ausgesetzt. Das Gussteil absorbiert einen Teil der Strahlung und der verbleibende Teil der Strahlung setzt den Röntgenfilm frei. Dichtes Material widersteht der Strahlungsdurchdringung, sodass der Film in diesen Bereichen weniger stark ausgesetzt ist, was dem Film ein helleres Aussehen verleiht. Weniger dichte Materialien lassen mehr Durchdringung zu und korrelieren mit dunkleren Bereichen auf dem Film. Jedes Loch, jeder Riss oder Einschluss, der weniger dicht ist als die Gusslegierung, wird als dunkler Bereich angezeigt.
Wie funktioniert Röntgenprüfung
Nachfolgend sind die wichtigsten Gussfehler aufgeführt, die durch Röntgenstrahlen erkannt werden können:
- Gasporosität wird als runde oder längliche weiche, schattige Flecken sichtbar, die einzeln oder in Gruppen auftreten oder über das gesamte Gussstück verteilt sind. Dies wird durch Gasbildung während der Erstarrung durch Verdampfen von Feuchtigkeit oder flüchtigem Material von der Formoberfläche verursacht. Unzureichendes Kernbrennen, Entlüften oder Einschließen von Luft in der Oberformoberfläche des Gussstücks vor der vollständigen Erstarrung können ebenfalls die Ursache sein. Der Begriff „Gasporosität“ wird verwendet, um schattige dunkle Flecken auf dem Röntgenbild zu bezeichnen, deren Durchmesser normalerweise zwischen 0 und 1 mm liegen.
- Gaslöcher erscheinen als dunkle kreisförmige Bilder, isoliert oder in Gruppen. Gaslöcher werden durch Gaseinschlüsse in geschmolzenem Metall verursacht. Angenommen, das geschmolzene Metall erstarrt im Gussstück, bevor alle Gase entweichen, führt dies zu Gaseinschlüssen, die Gaslöcher verursachen.
- Mikroporosität/Schrumpfporosität/Mikroschrumpfung: Diese treten in Form eines insgesamt fleckigen Erscheinungsbilds bei Gussteilen aus Aluminiumlegierungen und in Form dunkler Streifen oder eines schwammigen Erscheinungsbilds bei Magnesiumlegierungen auf. Dabei handelt es sich um sehr feine Hohlräume, die sich normalerweise um die Korngrenzen herum befinden. Dieser Defekt tritt beim Guss auf, wenn die Gesamtschrumpfung des Metalls den normalerweise erwarteten Schrumpfungsfaktor übersteigt. Der Defekt ist auf eine unsachgemäße Zufuhr des geschmolzenen Metalls zurückzuführen und tritt auf, wenn die Gießtemperatur höher als die Idealtemperatur ist.
- Schrumpfung tritt als dendritische, filamentäre oder gezackte dunkle Bereiche auf. Diese entstehen durch die Kontraktion des Metalls während der Erstarrung des Gussteils. Dieser Defekt tritt normalerweise auf, wenn sich die Querschnittsdicke des Gussteils ändert und die Temperatur bei unterschiedlichen Dicken ungleichmäßig ist.
- Risse: Diese treten als Heißrisse oder Kaltrisse (auch Spannungsrisse genannt) auf. Heißrisse erscheinen als zerklüftete dunkle Linien mit unterschiedlicher Breite und zahlreichen Verzweigungen ohne eindeutige Kontinuitätslinie. Heißrisse treten während oder unmittelbar nach der Erstarrung auf. Kaltrisse zeigen sich im Allgemeinen als durchgehende, einzelne schmale, scharfe dunkle Linie über die gesamte Länge. Solche Risse entstehen, wenn innere Spannungen durch einen thermischen Gradienten festgestellt werden.
- Schlacke erscheint als dunkle, runde oder unregelmäßig geformte Flecken, die durch Schlacke entstehen, die die Hohlräume in Gussteilen füllt. Diese können heller erscheinen, wenn die Dichte der Einschlüsse größer ist als die Dichte des Grundmaterials. Einschlüsse können durch Schlacke, Sand oder Oxide entstehen.
- Kaltschmelze erscheint als dunkle Linie unterschiedlicher Länge mit einem klaren, glatten Umriss. Kaltschmelzen entstehen, wenn sich zwei Ströme geschmolzenen Metalls, die aus unterschiedlichen Richtungen fließen, nicht vereinigen. Die Entstehung einer Kaltschmelze ist auf langsames Gießen, unterbrochenes Gießen oder Gießen des geschmolzenen Metalls bei zu niedriger Temperatur zurückzuführen.
- Entmischung erscheint als hellere oder dunklere Flecken auf dem Röntgenbild, abhängig von der Dichte der entmischten Bestandteile der Legierung. Während des Schmelz- und Gießprozesses können sich bestimmte Bestandteile der Legierung von der Legierung trennen. Diese lokale Konzentration der Bestandteile führt zu einem Dichteunterschied auf dem Röntgenbild, vorausgesetzt, die Dichte des entmischten Teils unterscheidet sich von der Dichte der Gusslegierung. Es kann zu lokaler Entmischung kommen, bei der Schrumpfungen oder Heißrisse mit Entmischung gefüllt werden. Die für solche Anzeichen verwendeten Begriffe sind Schrumpfungsentmischung bzw. versiegelter Heißriss.
- Fehlläufe erscheinen als großer dunkler Bereich mit unterschiedlichen Abmessungen und deutlich erkennbaren, glatten Umrissen. Fehlläufe entstehen, wenn das geschmolzene Metall einen Abschnitt des Gussstücks nicht vollständig ausfüllt und der Bereich leer bleibt. Dies kann auf mangelnde Fließfähigkeit oder Gießen bei zu niedriger Temperatur zurückzuführen sein.
- Beugungsflecken erscheinen als falsches Bild auf dem Röntgenbild und sind kein Gussfehler. Dieser Fleckeneffekt erscheint bei austenitischem Stahl oder Aluminiumlegierungen als sternförmige Darstellung. Dieser Visualisierungseffekt wird durch die Beugung der Strahlung durch die Kristalle des Metalls verursacht. Die Fleckenbildung verschwindet, wenn die Röntgenaufnahme mit einem leicht veränderten Einfallswinkel gemacht wird.
- Diffuse Perlen sind kleine Stäbe mit Endplatten, die zur Aufrechterhaltung des Teils des Formkerns verwendet werden. Diese Perlen verschmelzen normalerweise mit dem Gussstück. Wenn sie nicht verschmolzen sind, erscheinen sie auf der Röntgenaufnahme als dunkle, glatte Linien, die der Form der Perlen entsprechen. Dies wird dadurch verursacht, dass das Metall bei zu niedriger Temperatur gegossen wird, um die Perlen zu verschmelzen.
Wir sind in der Lage, NDT-Tests durchzuführen, darunter Magnetpulverprüfung, Röntgenprüfung und andere Tests. Wenn Ihre Gussstücke solche Anforderungen haben, kontaktieren Sie uns bitte!


