CNC-Bearbeitung
Präzisions-CNC-Bearbeitungsdienstleistungen, vom Rapid Prototyping bis zur On-Demand-Produktion. Erhalten Sie in Sekundenschnelle Angebote und DFM-Analysen und erhalten Sie innerhalb weniger Tage Qualitätsteile. Es gibt keine Mindestbestellmenge.
- Dosenproduktion aus über 100 Metallen und Kunststoffen
- Über 50 Oberflächenveredelungsoptionen
- Sofortige Angebote für 1-100.000 Teile, Laufzeiten ab 3 Werktagen




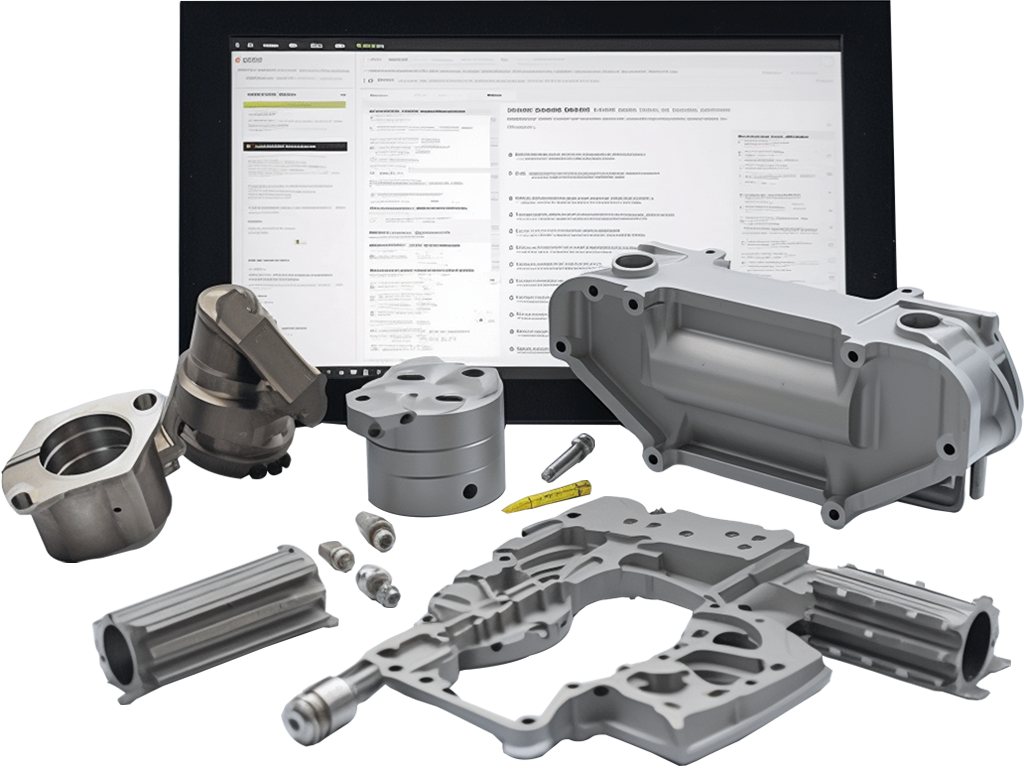
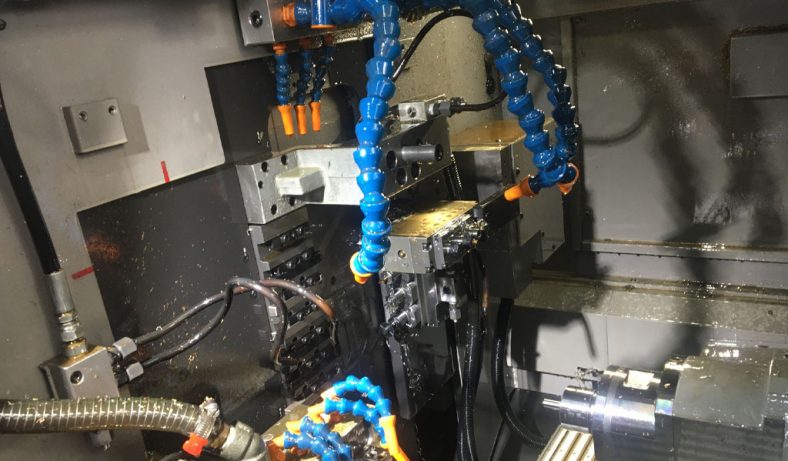
CNC-Bearbeitungsprozess – unsere CNC-Bearbeitungskapazitäten
BE-CU bietet Ingenieuren, Produktentwicklern, Designern und mehr einen maßgeschneiderten CNC-Bearbeitungsservice. Wir bieten Rapid Prototyping, Kleinserienbearbeitung und Großserienproduktion. Hier sind die Gründe, warum Sie BE-CU als Fertigungspartner wählen sollten. Mit modernster Ausstattung im eigenen Haus, darunter CNC-Fräsen und -Drehmaschinen von HAAS, Koordinatenmessgeräte von Hexagon und XRF-Analysatoren von Olympus. Wir können garantieren, dass Ihre CNC-Teile aus dem richtigen Material und mit den richtigen Abmessungen hergestellt werden. Unsere erfahrenen Ingenieure haben in zahlreichen früheren CNC-Bearbeitungsprojekten in verschiedenen Branchen umfassende und tiefgreifende Erfahrung gesammelt. Sie können jede Art von CNC-bearbeiteten Teilen mit engen Toleranzen und komplexen Geometrien handhaben. Wir bieten gleichbleibend hochwertige CNC-Teile, die bei der Auslieferung von unserer Qualitätskontrollabteilung vollständig geprüft werden, um sicherzustellen, dass die Teile den Spezifikationen entsprechen und frei von Mängeln sind. Wir haben genügend Kapazitäten, um CNC-Bearbeitungsdienste mit kurzen Lieferzeiten anzubieten, indem wir eigene Einrichtungen und unser qualifiziertes Fertigungsnetzwerk nutzen.


CNC-Bearbeitungstoleranzen
Die allgemeinen Toleranzen von CNC-Bearbeitungsteilen können beim Schneiden von Metallen gemäß ISO 2768 bis zu +/-0,005 Zoll bzw. +/-0,127 mm erreicht werden. Bei Kunststoffen beträgt sie normalerweise das Doppelte. Unten finden Sie eine Tabelle mit einigen spezifischen Toleranzen und Größenbeschränkungen. Die endgültige Toleranz hängt jedoch von Material, Technik und Zeichnung ab.
| Maximale Teilegröße | Fräsen: 2000 x 1500 x 200 mm; Drehen: 990 mm (Länge), 431 mm (Durchmesser) |
|---|---|
| Minimale Teilegröße | 10 x 10 x 10 mm |
| Lineare Bemaßung | Metalle und PEEK: +/- 0,01 mm; Andere Kunststoffe: +/- 0,05 mm; Keine Zeichnung: ISO 2768 Medium; |
| Lochdurchmesser | Metalle und PEEK: +/- 0,008 mm; Andere Kunststoffe: +/- 0,05 mm; Keine Zeichnung: ISO 2768 Medium; |
| Wellendurchmesser | Metalle und PEEK: +/- 0,004 mm; Andere Kunststoffe: +/- 0,05 mm; Keine Zeichnung: ISO 2768 Medium |
CNC-Bearbeitungsmaterialien
Für Sonderteile können zahlreiche CNC-Bearbeitungsmaterialien in Industriequalität wie ABS, POM, PEEK, Edelstahl, Messing, Kupfer und mehr verwendet werden. So haben Sie viele Möglichkeiten zur Materialauswahl, um Prototypen und Produktionsläufe von Sonderteilen fertigzustellen. Erfahren Sie mehr über unsere Kunststoff- und Metallbearbeitung.

Konstruktionsrichtlinien für CNC-Bearbeitung
| Besonderheit | Erläuterung |
|---|---|
| Teilegröße | Die Größe bearbeiteter Teile wird durch den Maschinenumfang begrenzt. 3-Achsen-Maschinen haben typischerweise eine größere Baugröße als Mehrachsen-Maschinen. |
| Featureausrichtung | Bei der 3-Achsen-Bearbeitung ist das Hinzufügen von Features zu mehreren Flächen teurer. Es kann daher hilfreich sein, Teile mit Löchern und anderen Features zu entwerfen, die auf einer einzigen Fläche ausgerichtet sind. |
| Filets | Interne Rundungen sollten so groß wie möglich sein, damit ein Werkzeug mit großem Durchmesser verwendet werden kann. Der Radius der internen Rundung sollte größer als 1/3 der Hohlraumtiefe sein, um eine Beschädigung des Werkzeugs zu vermeiden. |
| Wandstärke | Metallteile erfordern typischerweise eine Mindestwandstärke von 0,8 mm, während Kunststoffteile 1,5 mm benötigen. Dünnere Wände sind anfällig für Vibrationen und Verformungen. |
| Hohlraumtiefe | Um Rattern, Werkzeugablenkungen und andere Probleme zu minimieren, sollte die Tiefe der bearbeiteten Hohlräume nicht mehr als das Vierfache der Breite betragen. |
| Löcher und Gewinde | Die Durchmesser von Löchern und Gewinden sollten denen von Standardbohrern und Gewindeschneidwerkzeugen entsprechen. Die Lochtiefe sollte im Allgemeinen nicht mehr als das 10-fache des Durchmessers betragen. |
| Hinterschnitte | T-Nut-Unterschnitte können etwa 3–40 mm breit sein. Schwalbenschwanz-Unterschnitte funktionieren am besten bei einem Standardwinkel von 45 oder 60 Grad. |
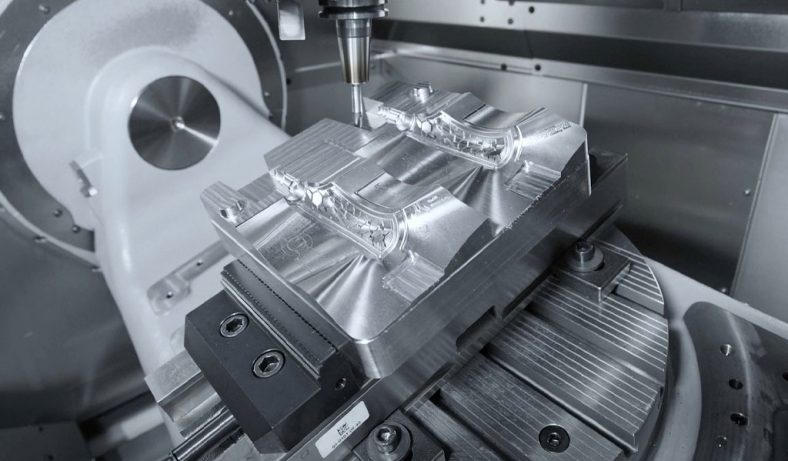
Unsere Fallstudiengalerie für CNC-gefräste Teile
Unsere ISO-zertifizierte Ausrüstung ist darauf ausgelegt, kundenspezifische Toleranzen und Großaufträge zu bewältigen und gleichzeitig die Qualitätskontrolle und schnelle Projektdurchlaufzeiten aufrechtzuerhalten. Unsere Maschinen sind auf große Komponenten und Teile spezialisiert und für die Durchführung einer Vielzahl von Dienstleistungen ausgestattet. Ob Sie kundenspezifische Teile, das Verschmelzen komplexer Komponenten oder Endbearbeitungs- und Polierdienste benötigen, Be-cu.com ist auf die Arbeit mit anspruchsvollen Aufgaben spezialisiert. Wir fertigen schnelle Prototypen sowie Produktionsaufträge mit kleinen und großen Stückzahlen für Kunden in verschiedenen Branchen: Medizintechnik, Luft- und Raumfahrt, Automobil, Verteidigung, Elektronik, Hardware-Startups, Industrieautomatisierung, Maschinenbau, Schifffahrt und Robotik und viele mehr. Sie konnten die gewünschten Fallstudien nicht finden? Kontaktieren Sie uns jetzt, wir haben eine starke interne Lieferkette und können jedes Prototypprojekt und jedes Teil für Sie CNC-bearbeiten.
-

CNC-Bearbeitung von Titan Grade 5, satiniertes Titan-Autoteil
-

Wie bearbeitetes 6061-T6-Aluminium – Bearbeitungstyp 3
-

Kundenspezifische CNC-Bearbeitung von Aluminium 7075-Teilen
-

Edelstahl 316 CNC-Maschinenteile Industrielle Metallteile
-

CNC-Drehen der Mixerwelle – Teile für die Welle eines Lebensmittelmixers
-

CNC-gefräste Mixerblätter – Mixerblattkomponente
-

6061-T6 Getriebegehäusezubehör aus Aluminiumlegierung
-

CNC-Bearbeitung Al 6061-T6 eloxierte CNC-Auto-/Kfz-Teile
-

CNC-Fräsen von AL6061-Teilen für Rad, Laufbuchse, Kammer und Montagekopf
-

5052 Aluminium-Präzisionsmaschine/Medizinisches Werkstück
-

6063 Aluminium-Polierrohr Hass & CNC-gefräste Rohrteile
-

2024 CNC-Gravur-Galvanikplatten und Hardwareteile aus Aluminiumlegierung
-

CNC-Fräsen von Aluminiumlegierungs-Beschichtungsteilen und Maschinenblechteilen
-

6061-T6 Aluminiumlegierung-Montageköpfe und Getriebegehäusezubehör
-

CNC-gefrästes Zylinderzubehör und Maschinenteile mit Präzisionstoleranz


